
CHERRY – The Super Engineer is a trusted manufacturer, supplier, and exporter of high-performance conveyor belt solutions designed for demanding industrial environments. Since 1964, CHERRY has delivered engineered conveyor systems and industrial rubber products built for durability, operational efficiency, and long service life across heavy-duty industries.
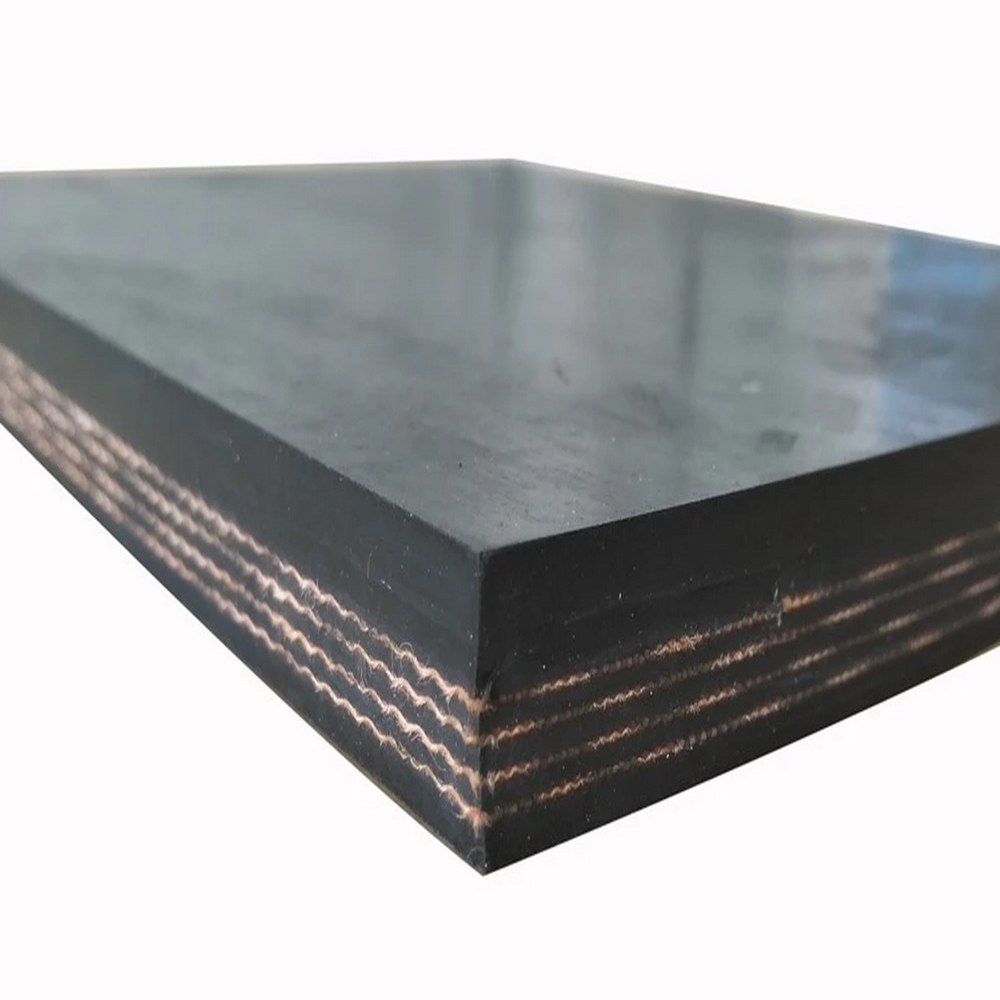
Our conveyor belts are manufactured using premium-grade rubber compounds, reinforced carcass materials, and precision engineering processes to ensure consistent performance in material handling operations. Designed for continuous conveying applications, CHERRY conveyor belts provide excellent load-bearing strength, superior abrasion resistance, reliable traction, and stable operational performance in harsh industrial conditions.
CHERRY conveyor belts are widely used in mining, cement plants, power stations, steel processing, ports, logistics facilities, aggregate handling, fertilizer plants, recycling operations, and bulk material transportation systems.




We are Manufacturer Of Belt Conveyor Drum Pulley , Mining Heavy Duty Rollers , Stainless Steel Conveyor Roller , Rust Proof Conveyor Roller , Silicon Conveyor Roller
Conveyor Belt Manufacturer
CHERRY is a trusted industrial conveyor belt manufacturer in India supplying premium-quality conveyor belt systems for heavy-duty industrial applications. Our conveyor belts are engineered for durability, abrasion resistance, high tensile strength, and long operational life across multiple industries.
Industries We Serve
- Mining & Quarry
- Cement Plants
- Steel Industries
- Power Plants
- Ports & Logistics
- Recycling Plants
- Sand & Gravel
- Food Processing
- Packaging Industries
Conveyor Belt Dealers
CHERRY has an extensive network of conveyor belt dealers serving industrial clients across various regions. Our authorized dealers provide quick access to conveyor belts, installation assistance, and product recommendations based on operational requirements.
Dealer support includes:
- Product availability
- Belt selection guidance
- Emergency replacement support
- Industrial consultation
- Site-level assistance
- Bulk order management
Our dealers help industries reduce downtime by ensuring immediate product accessibility and faster delivery schedules.
Conveyor Belt Distributors
As trusted conveyor belt distributors, CHERRY provides industrial conveyor solutions for large infrastructure projects and manufacturing operations. We maintain strong distribution capabilities to support continuous industrial demand.
Distributor capabilities include:
- Bulk industrial supply
- Nationwide distribution network
- Industrial logistics coordination
- High-volume order execution
- Technical product support
- Custom conveyor belt configurations
Our distribution system ensures efficient product movement and reliable industrial supply chain management.
Conveyor Belt Exporter
CHERRY is also recognized as a reliable conveyor belt exporter supplying premium conveyor belts to global industrial markets. Our export-quality conveyor belts meet international quality expectations for heavy-duty conveying applications.
Export features include:
- International quality standards
- Durable rubber compounds
- Export-grade packaging
- Industrial performance testing
- Long operational life
- High resistance properties
Conveyor Belt Price
The price of conveyor belts depends on several industrial and technical factors. Conveyor belt pricing may vary based on belt type, material quality, size, thickness, tensile strength, and application requirements. Heavy-duty industrial conveyor belts generally cost more due to their superior durability, load-bearing capacity, and resistance properties.
Factors that influence conveyor belt price include:
- Belt width and length
- Belt thickness
- Rubber compound quality
- Tensile strength
- Heat resistance capability
- Fire resistance properties
- Oil and abrasion resistance
- Conveyor application type
- Load carrying capacity
- Custom manufacturing requirements
Heavy-duty conveyor belts designed for mining, cement, steel, and bulk material handling applications are typically priced higher because they are manufactured using premium-grade rubber compounds and reinforced carcass materials.
Industrial Applications
CHERRY conveyor belts are engineered for diverse industrial conveying applications including:
- Bulk material handling systems
- Mining and quarry operations
- Cement manufacturing plants
- Coal handling systems
- Aggregate and stone crushers
- Steel and metallurgy industries
- Thermal power stations
- Fertilizer and chemical industries
- Packaging and logistics systems
- Recycling and waste management plants
- Food processing conveyor systems
- Industrial automation lines
- Port and shipping terminals
- Warehouse conveying operations
Types / Variants
General Purpose Conveyor Belts
Suitable for standard industrial conveying applications with reliable performance and cost efficiency.
Heavy Duty Conveyor Belts
Designed for high-load conveying operations requiring superior tensile strength and impact resistance.
Heat Resistant Conveyor Belts
Engineered for elevated temperature applications involving hot materials and continuous thermal exposure.
Oil Resistant Conveyor Belts
Manufactured using specialized rubber compounds for handling oily and greasy materials.
Chevron Conveyor Belts
Ideal for inclined conveying applications requiring enhanced material grip and reduced rollback.
Fire Resistant Conveyor Belts
Designed for safety-critical environments requiring flame-retardant operational properties.
Abrasion Resistant Conveyor Belts
Built for severe material handling environments involving sharp, abrasive, and coarse materials.
Sidewall Conveyor Belts
Suitable for vertical and steep-angle conveying systems with increased material retention capability.
Features
- High tensile strength construction
- Superior abrasion resistance
- Heavy-duty load carrying capability
- Long operational service life
- Excellent flexibility and tracking stability
- Precision-engineered rubber compounds
- Low maintenance performance
- Efficient material conveying
- High impact resistance
- Reliable performance in harsh environments
- Smooth and stable belt movement
- Resistance to wear and tearing
- Energy-efficient conveying operation
- Custom manufacturing options available
- Suitable for continuous industrial usage
Technical Specifications
- Product Type — Industrial Conveyor Belt
- Belt Width — Customized
- Belt Thickness — Customized
- Belt Length — Customized
- Cover Grade — General / Abrasion Resistant / Heat Resistant
- Tensile Strength — Heavy Duty Industrial Grade
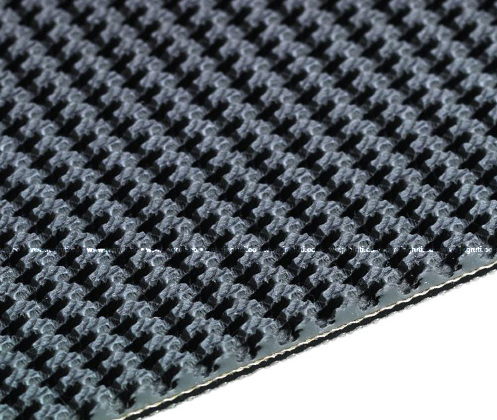
- Surface Finish — Smooth / Chevron / Textured
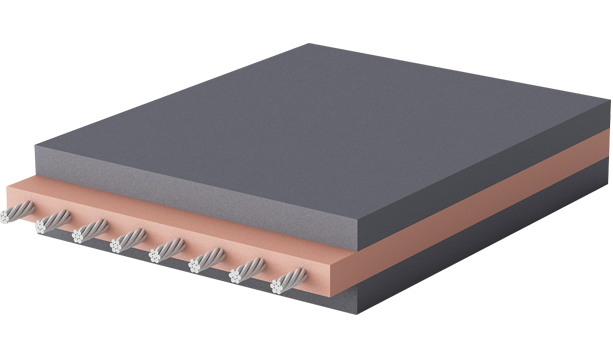
- Reinforcement Material — Fabric Reinforced / Steel Reinforced
- Rubber Compound — Natural Rubber / Synthetic Rubber
- Load Capacity — Customized Industrial Capacity
- Joint Type — Endless / Mechanical Fastener
- Application — Material Handling Systems
- Installation Type — Horizontal / Inclined Conveying
Performance Advantages
CHERRY conveyor belts are engineered to provide reliable conveying efficiency while reducing operational downtime and maintenance costs. The advanced rubber formulations and reinforced belt construction ensure dependable performance in continuous industrial operations.
Improved Material Flow
Optimized belt surface design supports smooth material transportation with reduced spillage and enhanced conveying stability.
Enhanced Durability
Industrial-grade reinforcement and wear-resistant compounds extend belt life in demanding operating conditions.
Reduced Maintenance
Precision manufacturing minimizes belt tracking issues, wear irregularities, and operational interruptions.
Energy Efficient Operation
Low rolling resistance and balanced belt construction help improve conveyor system efficiency.
High Load Handling Capability
Designed to support heavy material transportation without compromising structural integrity.
Material Options
CHERRY conveyor belts are available in multiple material configurations including:
- Natural Rubber Conveyor Belts
- Synthetic Rubber Conveyor Belts
- Fabric Reinforced Conveyor Belts
- Steel Cord Conveyor Belts
- Heat Resistant Rubber Compounds
- Oil Resistant Rubber Compounds
- Fire Resistant Belt Materials
- Anti-Static Conveyor Belt Options
Material selection is customized according to operational load, conveying angle, environmental exposure, and application requirements.
Industries Served
CHERRY serves multiple industrial sectors including:
- Mining Industry
- Cement Industry
- Steel Plants
- Power Generation
- Ports & Shipping
- Chemical Processing
- Fertilizer Industry
- Construction Industry
- Aggregate Processing
- Recycling Industry
- Logistics & Warehousing
- Manufacturing Plants
- Food Processing Units
- Packaging Industries
Why Choose CHERRY
Since 1964 Engineering Expertise
Decades of industrial manufacturing experience in conveyor systems and material handling products.
Precision Manufacturing
Advanced production processes ensure dimensional accuracy, durability, and consistent belt quality.
Customized Industrial Solutions
Tailor-made conveyor belt designs based on application-specific operational requirements.
Heavy-Duty Performance
Engineered for continuous industrial usage under demanding operational environments.
PAN India Supply & Export Capability
Reliable manufacturing and supply network supporting industrial operations across domestic and international markets.
Technical Support
Professional engineering consultation for conveyor system selection, installation, and operational optimization.
Quality Assurance
Strict quality inspection and performance testing for dependable industrial reliability.
Integration / Compatibility Section
CHERRY conveyor belts are compatible with various industrial conveyor systems and material handling equipment including:
- Belt conveyor systems
- Conveyor rollers
- Conveyor idlers
- Pulley lagging systems
- Belt cleaners
- Industrial drive systems
- Material handling conveyors
- Automated conveying systems
- Loading and unloading systems
- Inclined conveyor assemblies
The belts can be customized for integration with new installations as well as existing conveyor infrastructure.
Frequently Asked Questions
What are conveyor belts used for?
Conveyor belts are used for transporting bulk materials, industrial products, and packaged goods efficiently across manufacturing and material handling systems.
Which industries use conveyor belts?
Industries such as mining, cement, steel, power generation, logistics, fertilizer, recycling, and manufacturing commonly use conveyor belts.
Can conveyor belts be customized?
Yes. CHERRY offers customized conveyor belt sizes, thicknesses, reinforcement options, and rubber compounds based on industrial requirements.
Are heavy-duty conveyor belts suitable for abrasive materials?
Yes. Abrasion-resistant conveyor belts are specifically designed for handling sharp, coarse, and high-impact materials.
What is the advantage of heat resistant conveyor belts?
Heat resistant belts maintain operational stability and durability when handling high-temperature materials.
How long do industrial conveyor belts last?
Operational life depends on application conditions, material load, maintenance practices, and environmental exposure. Properly maintained belts provide long-term performance.
Do conveyor belts require regular maintenance?
Routine inspection, cleaning, alignment checks, and tension monitoring help maximize conveyor belt performance and operational life.
Can conveyor belts operate in inclined systems?
Yes. Chevron and sidewall conveyor belts are commonly used for inclined and steep-angle conveying applications.
What makes CHERRY Conveyor Belts suitable for heavy-duty industrial applications?
CHERRY Conveyor Belts are engineered for high-performance industrial operations where durability, tensile strength, and continuous material handling are critical. CHERRY Rubber Conveyor Belts are widely used in mining, cement, steel plants, power plants, and bulk material handling industries due to their abrasion resistance, heat resistance, and long operational life. CHERRY also provides customized conveyor belt solutions designed to handle heavy loads, harsh environments, and demanding industrial conditions while ensuring reliable and efficient conveyor system performance.
Which industries commonly use CHERRY Conveyor Belts?
CHERRY Conveyor Belts are trusted across industries including mining, cement, steel, ports, logistics, packaging, food processing, and power plants. CHERRY designs heavy-duty conveyor belt solutions that support efficient material handling, high productivity, and reduced downtime in demanding industrial environments. With advanced engineering, superior rubber quality, and customized manufacturing capabilities, CHERRY Industrial Conveyor Solutions deliver reliable performance for industries that require long-lasting conveyor systems with consistent operational efficiency.
Why do industries prefer CHERRY Conveyor Belts for material handling systems?
Industries prefer CHERRY Conveyor Belts because of their superior engineering quality, high wear resistance, and dependable performance in continuous industrial operations. CHERRY manufactures heat-resistant, abrasion-resistant, and heavy-duty conveyor belts designed for challenging applications in cement plants, mining operations, steel industries, and logistics facilities. CHERRY Engineered Conveyor Systems are customized to improve operational efficiency, reduce maintenance requirements, and provide long-term reliability, making CHERRY a trusted choice for industrial conveyor belt solutions.
Why Cherry Is Best Brand For Your Conveyor Belts?
Hence, offered by the brand namely CHERRY Belts is the best Conveyor Belts that is most preferred among other brands for many reasons including quality, innovation and the company’s commitment to its customers. Here are several reasons why CHERRY Belts is the preferred choice for businesses:
High Customization
Solutions are highly customised to cater your present needs and requirements.
Expertise
A long decades of experience is best available to cater to your needs.
Customer Support
Best assistance and exceptional quality service are offered.
Sustainability
Eco friendly and sustainable practices are carried out for best manufacturing practices.
Features Of Conveyor Belts
Conveyor belts from CHERRY come with several distinctive features:
Highly Flexible
This belts are the one which easily adopt to different types of conveyor systems.
Heat Resistance
They have ability to withstand high temperature
Non Toxicity Assured
They are also safe for different food processing related applications.
High Impact Or Tolerance
Heavy loads are handled quite efficiently.
Eco-Friendly
They are also made from different biodegradable materials also.