Cherry, The Super Engineer focuses on providing the best type of conveyor belts that various warehouses require in today’s technological world. These belts are critical in warehouses since they are used as a means of material handling by improving productivity and organization. Warehouse conveyor belts are vital equipment in the contemporary supply chain management to enhance proper transportation of commodities. These belts partially transport products, and hence, minimize the workforce that is required and enhance the efficiency.
Kashetter Group of Firms under which CHERRY is the brand is a prominent company that specializes in the production of warehouse conveyor belts. Founded in 1964, CHERRY’s conveyor belts are highly reliable and with lasting functionality, a fact underlined by what the company has achieved over the years. They manufacture products for varied applications that entail high levels of wear and tear, such as in the case of warehousing. Available conveyor belts for CHERRY’s operation include various styles that meet the required workflow and guarantee success in the warehouse business.
Our manufacturing process is state of the art and focuses on use of very high quality material with an aim of satisfying the demands of warehouses for conveyor belts. Our belts are not only hard wearing but also designed to provide operational optimization through the use of high tech equipment and craftsmanship.
Warehouse Conveyor Belt Supplier
CHERRY is a dependable supplier, which guarantees the compliance of the stored material – respective conveyor belts – to the highest criteria of quality and efficiency. They carry a wide variety of products to meet the various needs of their customers, that is, they have both off the shelf solutions as well as made to order ones. Having numerous suppliers they can deliver their products on time and their stocks are always available in all their regions.
Supply chain management is properly managed; we are capable of supplying reliable conveyor belts to the customers in the shortest possible time. Aware of how deleterious slow service could be to a warehouse and its operations hence we emphasize on quick delivery and appropriate customer relations.
What it means is that every spare part of Cherry can be produced in any quantity as is demonstrated by the fact that we are capable of producing small amounts of spare parts as well as large stockpile orders. Managing customers’ expectations is our primary principle, hence our mission is to meet and even surpass our clients’ expectations offering tailored solutions to the challenges they face in their operations.
Cost of Warehouse Conveyor belts in India
The cost of warehouse conveyor belts in India depends on the kind of belt it is, the size and the
functions it is capable of performing. Economical general-duty belt can be bought for as low as ₹1,00,000 though special belts like heat or oil resistant can cost up to ₹3,00,000.
Factors influencing the cost of Warehouse Conveyor Belt
Material Quality: In most cases the cost of getting high end materials when manufacturing can be high but will guarantee the durability of the final product.
Capacity: The higher capacity belts are relatively more costly than the lower capacity belt owing to this factor of high throughput capacity.
Technology and Features: Extras like automation, energy consumption with fewer breakdowns, use of intelligence in design, and safety increase the price.
Brand Reputation: Products like keyboards developed by CHERRY might be more expensive than those developed by new companies to the market, although there is a similarity in the quality of their products.
Customization: Belts that have been developed for certain applications cost more than the standard belts.
Send Enquiry
Need more help?
Call CHERRY now or fill out the form given on our website for the current offers and price to get your conveyor belt at an affordable price together with an estimate on request.
Why is CHERRY the best brand for your Warehouse Conveyor Belts?
Quality and Durability
CHERRY conveyor belts used in the CHERRY warehouses are made from high quality material and so they do not get damaged easily and requires minimal replacement.
Customization
At the same time, the company offers specific solutions to achieve customers’ needs and expectations in terms of the equipment operation in different conditions.
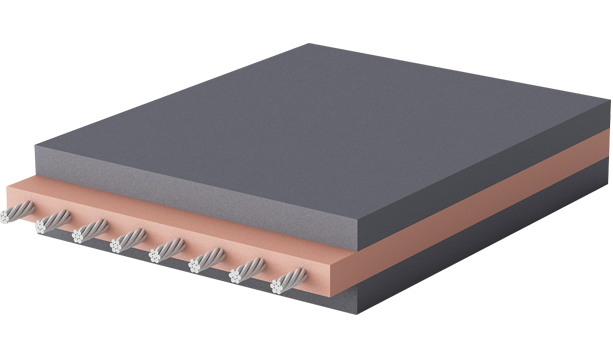
Innovative Technology
Conforming to the established technological improvements, CHERRY conveyor belts ease the workflow and cut the expense of functioning.
Excellent After-Sales Service
The support and service networks of CHERRY are very strong to address the concerns of the clients which show that organization’s dedication to customer satisfaction does not end with sale.
Uses in Warehouse Operations
Conveyor belts are utilized in multiple stages of warehouse operations, including:
Receiving
They assist transfer of products from the receiving bay to the other storage zones faster and with ease.
Storage and Retrieval
This enables the storage and retrieval of materials and thus management of stocks and /or inventory.
Order Fulfillment
In order picking and packing, conveyor belts help in the transfer of products from one operation point to the other increasing efficiency and reducing mistakes.
Shipping
It helps to prepare the belts with materials for dispatch and transportation of goods to the intended market.