- Mumbai, Bangalore, Delhi, Ahmedabad, Dubai

Industrial Conveyor Belts
CHERRY – The Super Engineer is a trusted manufacturer, supplier, and exporter of industrial conveyor belt solutions engineered for demanding industrial environments. Since 1964, CHERRY has been delivering precision-engineered conveyor belts designed for reliable bulk material handling, high-load transportation, continuous operational performance, and long service life across multiple industries.
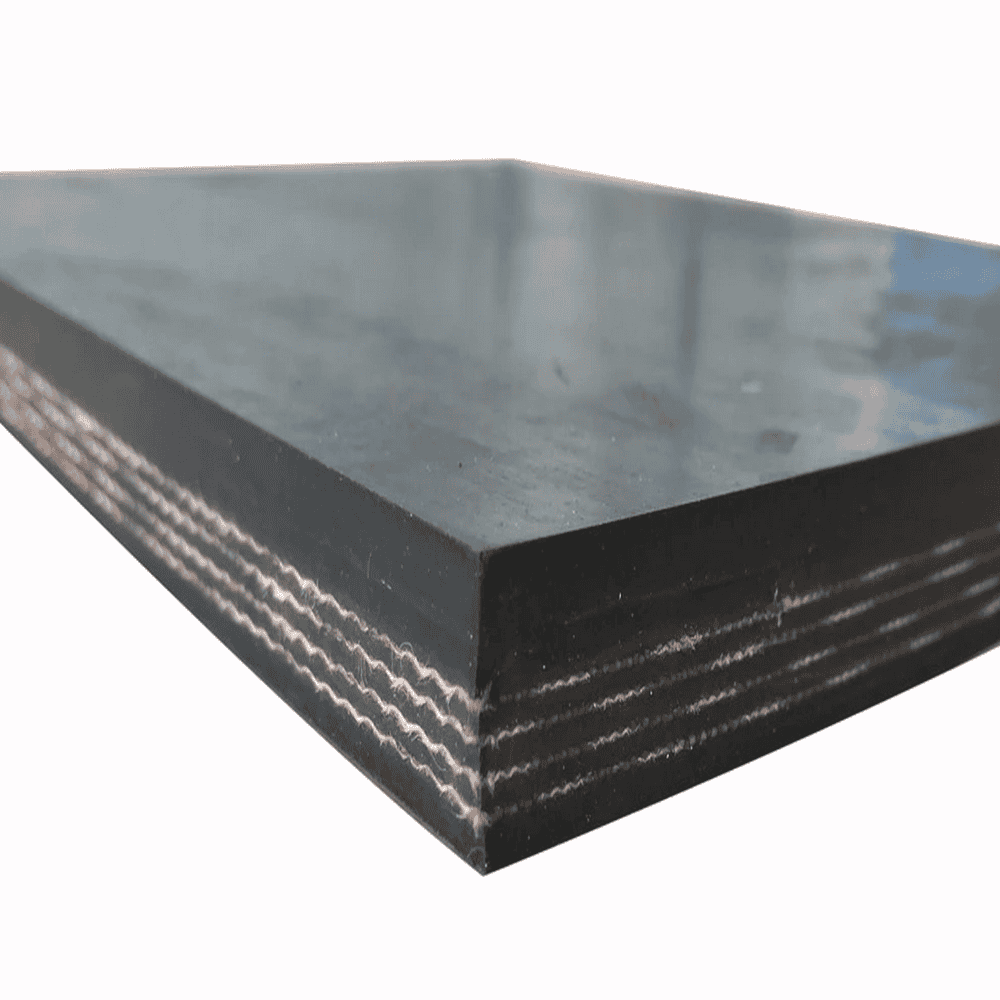
Our industrial conveyor belts are manufactured using premium-grade rubber compounds, reinforced carcass materials, and advanced engineering processes to ensure superior durability, abrasion resistance, flexibility, and operational efficiency. Designed for heavy-duty industrial usage, CHERRY conveyor belts support efficient movement of materials while minimizing downtime, maintenance requirements, and operational losses.
CHERRY industrial conveyor belts are widely used in manufacturing facilities, mining operations, cement plants, steel industries, ports, thermal power stations, packaging systems, recycling units, logistics centers, and automated industrial production lines.




Industrial Conveyor Belt Manufacturer
CHERRY – The Super Engineer is a well established specialty conveyor belts manufacturer. Efficient plants and equipment, along with superior technologies, allow us to produce premium quality belts that conform to the different sectors requirements. The technology we use along with the machinery is state of the art to ensure that we make conveyor belts in a concise manner. Our products are thoroughly scrutinized to assure that they receive the highest quality standard as per the global market and their performance.
We always include innovation with the research and development to introduce new products that meet the current market demands. The methods of manufacturing are convenient and do not harm the environment by minimizing waste production.
Industrial Conveyor Belt Supplier
Being one of the prominent conveyor belts manufacturers for the industries, CHERRY is an official supplier of conveyor belts offering a wide range of services and products to fulfill its clients’ requirements. In quantifiable terms, quality infrastructure along with sound supply chain management allows the Firm to supply products in a timely and efficient manner across the globe. Conveyor belts offered by us are diverse and manufactured for different purposes to make sure that the client gets the most suitable conveyor belt for the intended use.
As we are present in more than one hundred countries we are ready for handling the demands of our clients in terms of timely delivery and high quality service. Our relationships with the clients ensure that we grasp their requirements and offer satisfactory conveyor belt solutions that improve their activities.
Price of Industrial Conveyor Belts
Products of CHERRY BELTS include various types of industrial conveyor belts; being oriented towards industrial application, prices at CHERRY BELTS depend on several factors. Some of the common characteristics are the type of belt, the material used in making the belt, the size and other special needs from the required belt type.
Factors Affecting Cost
- Type of Belt: Such as rubber, PVC, or steel belts etc.
- Material Quality: The same can be said for the quality of a material as generally the prices for higher quality materials are higher.
- Belt Size: Special belts, as well as the belts that are larger or of a different size, cost more.
- Customization: Besides, various specifications or creation of moulds inflate the cost.
- Industry Requirements: Some particularities related to specific fields may influence the price.
- Quantity: Purchasing in volume could just have certain strengths on the cost side.
Industrial Conveyor Belt Dealer and Distributor
CHERRY is a trusted Industrial Conveyor Belt Dealer and Distributor in India, supplying high-quality conveyor belt solutions for industrial material handling applications. We provide durable and performance-driven conveyor belts for manufacturing industries, mining industries, cement plants, food processing industries, packaging units, logistics sectors, and heavy-duty industrial operations.
As a leading conveyor belt dealer and distributor, CHERRY supplies industrial conveyor belts with reliable quality, strong tensile strength, excellent durability, and long operational life. Our conveyor belt solutions are suitable for bulk material handling, industrial automation systems, warehouse operations, and production line applications across India.
We are recognized as a reliable industrial conveyor belt distributor offering timely supply, industrial-grade conveyor systems, customized conveyor belt solutions, and nationwide delivery support for various industrial sectors.
Industrial Applications
CHERRY industrial conveyor belts are widely used across multiple industrial sectors for efficient material movement and process automation.
Common Applications
- Bulk material handling systems
- Mining and quarry operations
- Cement plant conveying systems
- Steel and metal processing industries
- Thermal power plants
- Packaging and logistics systems
- Warehousing and distribution centers
- Fertilizer and chemical industries
- Aggregate and crushing plants
- Recycling and waste management facilities
- Food processing material transfer systems
- Port and cargo handling applications
Types / Variants
CHERRY manufactures a comprehensive range of industrial conveyor belts for various operating conditions and industrial applications.
Heavy Duty Conveyor Belts
Designed for high-load conveying applications requiring superior tensile strength and impact resistance.
Heat Resistant Conveyor Belts
Suitable for conveying hot materials in cement plants, foundries, and thermal industries.
Oil Resistant Conveyor Belts
Engineered for environments exposed to oils, chemicals, and industrial lubricants.
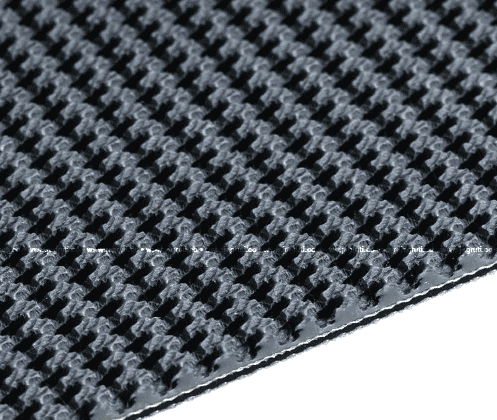
Chevron Conveyor Belts
Ideal for inclined conveying applications where material slippage prevention is required.
Sidewall Conveyor Belts
Used for vertical and steep-angle conveying systems.
Abrasion Resistant Conveyor Belts
Manufactured for mining, aggregate, and heavy industrial handling operations.
Fire Resistant Conveyor Belts
Suitable for safety-critical industrial environments requiring flame-retardant performance.
Features
- High tensile strength construction
- Excellent abrasion resistance
- Superior load carrying capability
- Long operational service life
- Low maintenance requirements
- Reliable performance in harsh industrial conditions
- Precision engineered belt surfaces
- High flexibility and dimensional stability
- Optimized tracking performance
- Heat, oil, and moisture resistant variants available
- Suitable for continuous heavy-duty operations
- Custom width and thickness configurations
- High impact resistance for bulk material handling
- Industrial-grade rubber compounds
- Efficient integration with conveyor systems
Technical Specifications
- Belt Type — Rubber Conveyor Belt / Chevron Belt / Heat Resistant Belt
- Belt Width — 300 mm – 2400 mm
- Belt Thickness — Customized
- Tensile Strength — High Tensile Industrial Grade
- Cover Grade — M24 / N17 / Heat Resistant / Oil Resistant
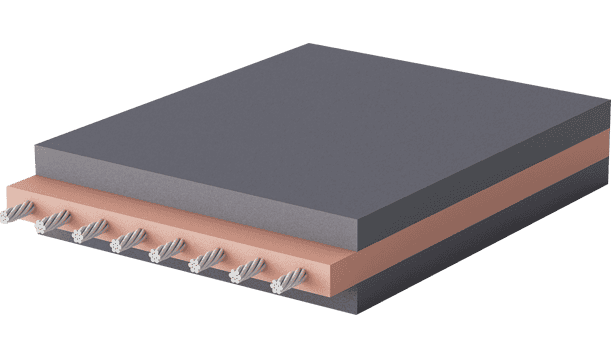
- Reinforcement Type — EP Fabric / NN Fabric / Steel Cord
- Temperature Resistance — Up to 250°C (Depending on Belt Type)
- Surface Finish — Smooth / Chevron / Textured
- Load Capacity — Heavy-Duty Industrial Applications
- Belt Length — Customized
- Edge Type — Molded Edge / Cut Edge
- Joint Type — Hot Vulcanized / Mechanical Fastener
- Operating Environment — Indoor & Outdoor Industrial Use
- Application Type — Bulk Material Handling
- Customization — Available
Performance Advantages
CHERRY industrial conveyor belts are engineered to enhance operational efficiency while minimizing downtime and maintenance costs.
High Durability
CHERRY industrial conveyor belts are engineered to enhance operational efficiency while minimizing downtime and maintenance costs.
Reduced Downtime
Stable belt tracking and superior wear resistance help maintain uninterrupted industrial operations.
Efficient Material Handling
Optimized belt design supports smooth conveying of bulk materials across long distances and varying elevations.
Heavy Load Capability
Designed to handle demanding industrial loads without compromising operational stability.
Low Maintenance Performance
Precision manufacturing reduces frequent repair requirements and enhances long-term productivity.
Enhanced Operational Safety
Reliable belt construction improves conveyor system stability in continuous industrial usage.
Material Options
CHERRY industrial conveyor belts are available in multiple material configurations depending on operational requirements.
Available Material Configurations
- Natural Rubber
- Synthetic Rubber
- Heat Resistant Rubber Compounds
- Oil Resistant Rubber
- Abrasion Resistant Rubber
- Fabric Reinforced Layers
- Heavy Duty Multi-Ply Construction
- Industrial Grade Reinforcement Materials
Industries Served
CHERRY conveyor solutions are trusted across a wide range of industrial sectors.
Major Industries
- Mining Industry
- Cement Industry
- Steel Plants
- Power Generation Plants
- Fertilizer Industry
- Chemical Processing
- Construction Material Handling
- Logistics and Warehousing
- Food Processing Industry
- Ports and Cargo Operations
- Paper and Packaging Industries
- Recycling and Waste Management
Why Choose CHERRY
Since 1964 Industrial Engineering Expertise
With decades of engineering excellence, CHERRY delivers conveyor solutions designed for demanding industrial environments.
Customized Conveyor Solutions
We manufacture conveyor belts tailored to application requirements, load conditions, and operational challenges.
Precision Manufacturing Standards
Every conveyor belt undergoes strict quality inspection and performance testing for reliable industrial usage.
PAN India Supply Capability
Efficient industrial supply network supporting large-scale industrial operations across India.
Export Quality Manufacturing
Engineered to meet international industrial performance expectations and operational standards.
Technical Engineering Support
Our engineering team assists in conveyor system compatibility, belt selection, and industrial application guidance.
Long Service Life
CHERRY conveyor belts are designed for continuous operation with minimal maintenance requirements.
Integration / Compatibility Section
CHERRY industrial conveyor belts are compatible with various conveyor and material handling systems.
Compatible Systems
- Belt conveyor systems
- Automated material handling systems
- Conveyor rollers and idlers
- Conveyor pulley systems
- Industrial automation systems
- Conveyor belt cleaners
- Bulk handling equipment
- Inclined conveyor systems
- Loading and unloading systems
- High-capacity conveying lines
Our conveyor belts are engineered for seamless integration with heavy-duty industrial conveyor infrastructure.
Frequently Asked Questions
What industries use industrial conveyor belts?
Industrial conveyor belts are widely used in mining, cement, steel, logistics, power generation, construction, and material handling industries.
Are CHERRY conveyor belts suitable for heavy-duty operations?
Yes, CHERRY conveyor belts are designed for continuous heavy-load industrial applications with high durability and operational reliability.
Can conveyor belts be customized?
Yes, CHERRY provides customized conveyor belt sizes, thicknesses, surface patterns, and material configurations based on application requirements.
Are heat resistant conveyor belts available?
Yes, CHERRY manufactures heat resistant conveyor belts suitable for high-temperature industrial operations.
What is the operational life of industrial conveyor belts?
The operational life depends on application conditions, load handling, maintenance practices, and environmental exposure. CHERRY belts are engineered for long-term industrial performance.
Do CHERRY conveyor belts support inclined conveying?
Yes, chevron and sidewall conveyor belt variants are available for inclined and steep-angle conveying applications.
Are these conveyor belts suitable for mining applications?
Yes, CHERRY heavy-duty conveyor belts are designed for abrasive and demanding mining operations.
What maintenance is required for conveyor belts?
Routine inspection, proper alignment, cleaning, and timely tension adjustments help maintain optimal conveyor belt performance.
Are oil resistant conveyor belts available?
Yes, CHERRY manufactures oil resistant conveyor belts for industries exposed to oils, lubricants, and chemical materials.
Can conveyor belts be integrated into automated systems?
Yes, CHERRY conveyor belts are compatible with modern industrial automation and material handling systems.
What makes CHERRY Industrial Conveyor Belts suitable for heavy-duty industries?
CHERRY Conveyor Belts are engineered for high-performance industrial operations where durability, tensile strength, and continuous material handling are critical. CHERRY designs heavy-duty conveyor belt solutions for mining, cement, steel plants, power plants, ports, and bulk material handling industries. With advanced abrasion resistance, heat resistance, and long operational life, CHERRY Industrial Conveyor Belts deliver reliable performance even in demanding environments. CHERRY also provides customized conveyor belt solutions to match specific industrial applications and improve overall conveyor system efficiency.
Which industries commonly use CHERRY Industrial Conveyor Belts?
CHERRY Industrial Conveyor Belts are widely used in mining, cement manufacturing, steel processing, logistics, packaging, ports, food processing, and power generation industries. CHERRY engineered conveyor solutions are designed to handle heavy loads, high temperatures, abrasive materials, and continuous operations with maximum efficiency. The superior construction quality of CHERRY Rubber Conveyor Belts ensures smooth material flow, reduced downtime, and long-term operational reliability. CHERRY also offers customized conveyor systems tailored to specific industrial production and material handling requirements.
Why do industries prefer CHERRY Conveyor Belts for material handling systems?
Industries prefer CHERRY Conveyor Belts because of their exceptional engineering quality, reliable performance, and ability to withstand harsh industrial conditions. CHERRY focuses on manufacturing heavy-duty conveyor belts with excellent flexibility, wear resistance, and load-bearing strength for demanding conveyor applications. CHERRY Industrial Conveyor Solutions are trusted across cement plants, mining operations, steel industries, and logistics facilities where uninterrupted material handling is essential. With customized designs, premium materials, and long service life, CHERRY delivers dependable conveyor performance that improves productivity and reduces maintenance costs.
Why is CHERRY the best brand for your Industrial Conveyor Belts?
As Cherry – The Super Engineer our main objective is to come with the best conveyor belt systems that would cut the cost of warehousing and increase productivity. A large variety of products, high-quality services and orientation on clients’ needs has guaranteed our clients’ choice on the international level.

Proven Expertise
Cherry conveys belt manufacturing company has been in the market for over five decades of experience.
Quality Assurance
The products that we have are approved and accredited to meet the international quality standards as laid down by the ISO-9001:2008.
Global Reach
It has a global outreach that exports conveyor belts in over one hundred countries and suits almost all industries.
Customer-Centric Approach
This means that, when it comes to our consumers, we are able to offer them products that suit particular needs that might be warranted in operations.
Uses of Conveyor Belts in Industries
Industrial conveyor belts are versatile and find applications across various industries, including.
Mining
Applied in moving raw materials such as ores and minerals from mining areas/ quarries to production facilities.
Manufacturing
Critically important to transport goods within manufacturing organizations that may employ value chains of some sort, meaning raw materials are transformed to final products.
Agriculture
Support the movement of goods that include but are not limited to grains, seeds, fertilizers used in agriculture.
Logistics and Warehousing
This will help arrange packages and goods in the right manner within the warehouses hence improving the order fulfillment.
Food Processing
Maintain cleanliness and proper transportation of foods and other products to various stages in the processing and packaging.